

AI Data Centers Spiking New Vacuum Furnace Orders-Update
AI Data Centers Spiking New Vacuum Furnace Orders-Update Earlier this year “The Monty Heat Treat News” had an article entitled ” AI Data Centers Spiking New Vacuum Furnace Orders” (this article can also be found further down this page). To summarize, the rapid growth of Artificial Intelligence Centers has driven a vast increase in electrical…

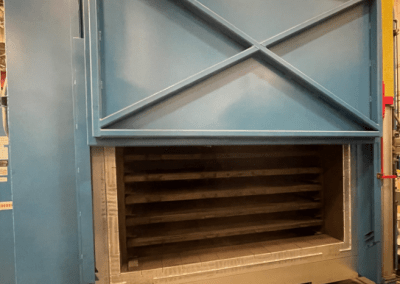
CAN-ENG Furnaces International Awarded Contract for Advanced Aluminum
CAN-ENG Furnaces International Awarded Contract for Advanced Aluminum Niagara Falls – CAN-ENG Furnaces International Ltd. is pleased to announce that it has been awarded a contract for the design and manufacture of a state-of-the-art Continuous Roller Hearth Aluminum Casting T-6 Heat Treatment System. The system will incorporate continuous roller…
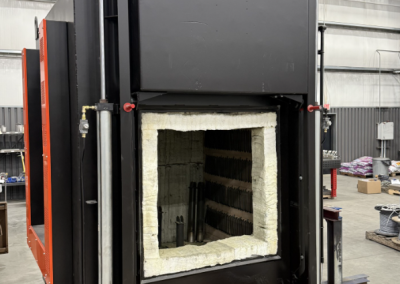
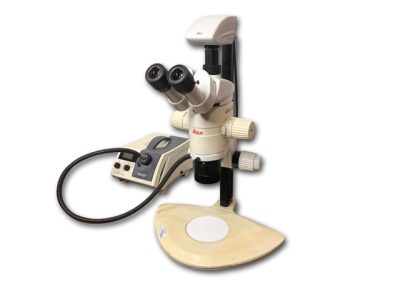
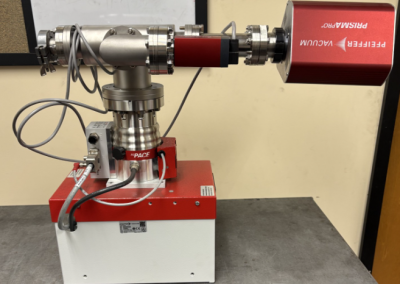
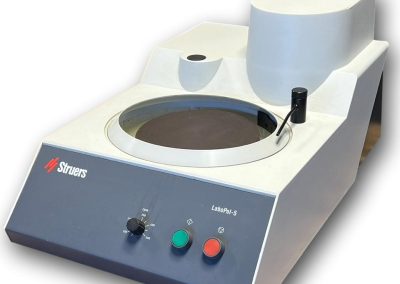
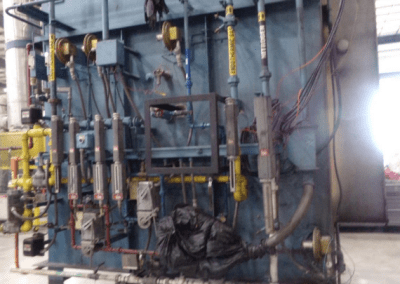
Used Furnace And Equipment Listings
“The Monty” has one of the largest listings for used heat treating equipment in North America. Below you will find our two most recent additions and also a categorized listing by furnace type. If you don’t find what you are looking for let us know and we will find it for you. Have equipment to sell? We are here to find you a buyer, just drop a line to [email protected]








































































































































“Top 52” List Provides Insight Into North American Heat Treat Industry
“Top 52” List Provides Insight Into North American Heat Treat Industry Since 1999 “The Monty Heat Treat News” has been providing a list of the largest commercial heat treaters in North America (USA, Canada & Mexico) based upon annual sales. What started as the “10 Largest” morphed into the “25 Largest” which grew into the “52 Largest” in…
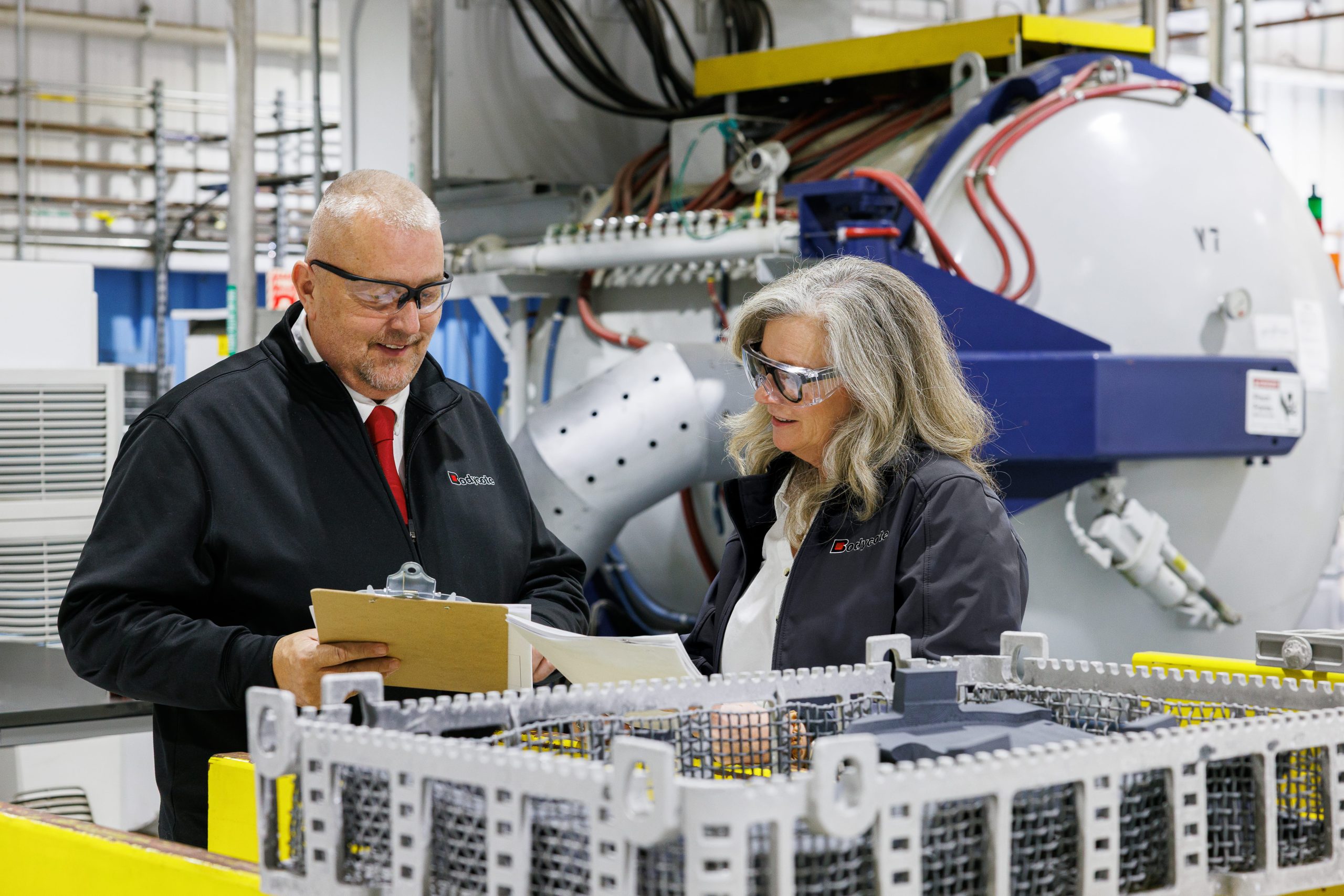
Bodycote expands aerospace and defense capacity across the eastern United States
Bodycote expands aerospace and defense capacity across the eastern United States Investments in heat treatment, HIP and additive manufacturing support help aerospace and defense customers scale production Investment delivers new vacuum heat-treatment equipment at Roselle facility in New Jersey Andover site in Massachusetts strengthens its…

Private Equity & Commercial Heat Treating/Advancements in Controls/LPC vs Batch IQ’s “Dan McCurdy” Speaks About it All
Private Equity & Commercial Heat Treating/Advancements in Controls/LPC vs Batch IQ’s “Dan McCurdy” Speaks About it All Over the course of a long career in the heat treatment industry, ” Mr. Dan McCurdy ” has done it all; from developing some of the most advanced technologies in the industry, running one of the largest furnace controls firms…

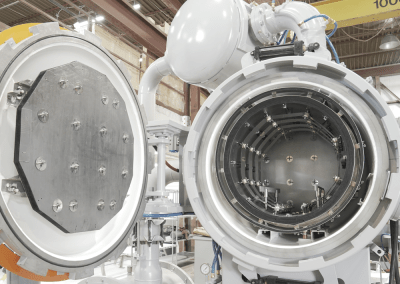
Aerospace Vacuum Furnace Investments Continue
Aerospace Vacuum Furnace Investments Continue Recently the “Monty Heat Treat News” has had several articles pointing out that while heat treating investments in the automotive, heavy industry and “general” industries continues to languish, furnace investments in the Aerospace, Defense and Energy markets continues to “boom”. A very good example of…

Aerospace Landing Gear Supplier Adds More Heat Treating Capacity From SECO/WARWICK
Aerospace Landing Gear Supplier Adds More Heat Treating Capacity From SECO/WARWICK “Poland continues to strengthen its position as one of Europe’s key aviation production hubs. One of the pillars of this position is advanced heat treatment technologies , such as SECO/WARWICK solutions used by global component manufacturers. The latest example is…

Bearing Facility Closure Kills Heat Treat Department
Bearing Facility Closure Kills Heat Treat Department December of 2025 bearing manufacturer “JTEKT North America Corporation” announced that it would be closing its Telford, TN, USA facility by August 31, 2026-in actual fact the facility is now closed. The closure is worth mentioning on “The Monty Heat Treat News” due to the fact this location had…

Progress continues at Solar Atmospheres’ newest facility in Berlin, Connecticut
Progress continues at Solar Atmospheres’ newest facility in Berlin, Connecticut Construction and refurbishment are moving forward as the future home of Solar Atmospheres Connecticut continues to take shape. Several vacuum furnaces have been set in place, the office areas are nearing completion, and work is actively progressing on the facility’s…
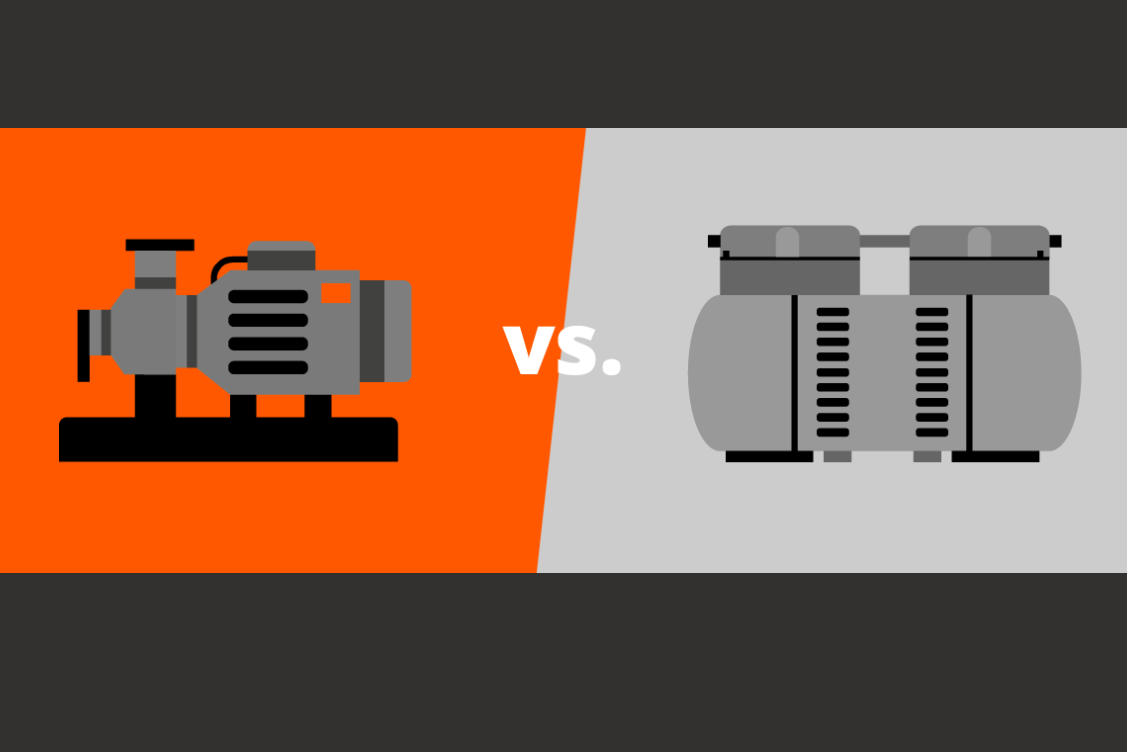
Screw versus Piston Vacuum Pumps
Screw versus Piston Vacuum Pumps Which Technology Suits Your Heat Treatment Process? Behind every consistent heat treatment cycle is a vacuum system operating under demanding conditions. The choice of vacuum pump technology can have a significant impact on process stability, system uptime, maintenance requirements, and energy consumption, making…

European Heat Treatment Investments include “HIP”
European Heat Treatment Investments include “HIP” New capability helps meet rising demand for metallurgical services from aerospace and defence customers Two new large-format Hot Isostatic Pressing vessels installed at Magny-Cours facility in France Haag-Winden plant in Germany also expands HIP and powder metallurgy capacity Investments support…

USA Midwest Commercial Heat Treater Ends 50 Year Run
USA Midwest Commercial Heat Treater Ends 50 Year Run In “Minneapolis, Minnesota, USA” we find “MED-TEK, Inc.” a 50 year old commercial heat treater operating out of a 48,000 square foot facility. The firm has a long and impressive history but alas, the company recently closed the doors for good. There is no drama or unhappy creditors in this…

“ITAR” Compliance an Important Accreditation For Commercial Heat Treaters
“ITAR” Compliance an Important Accreditation For Commercial Heat Treaters June 23rd, we had this story about “Texas Heat Treating” becoming “ITAR” registered earlier this year; ” USA Heat Treater Now “ITAR” Registered “. As it turns out “Texas Heat Treating” is the second commercial heat treater in the state to become “ITAR” Registered, “Lark…

MTI’s 2028 YES Leadership Development Program Sells Out in Just Five Days
MTI’s 2028 YES Leadership Development Program Sells Out in Just Five Days The Metal Treating Institute (MTI) has announced that its 2028 YES (Young Executives Society) Leadership Development Program sold out in just five days after registration opened on July 1, making it one of the fastest-selling classes in the program’s history. The…